| 产品参数 | |
|---|---|
| 产品价格 | 1 |
| 发货期限 | 5-7天 |
| 供货总量 | 10000 |
| 运费说明 | 来电洽谈 |
| 最小起订 | 1 |
| 质量等级 | 优等 |
| 是否厂家 | 是 |
| 产品材质 | Q235 |
| 产品品牌 | 展鸿 |
| 发货城市 | 聊城 |
| 产品产地 | 山东 |
| 加工定制 | 是 |
| 可售卖地 | 全国各地 |
| 产品重量 | 过磅 |
| 产品颜色 | 灰色 蓝色 绿色 黑色 白色 |
| 适用领域 | 桥梁 景观 河道 市政 校园 乡村道路 郊区 |
| 是否进口 | 是 |






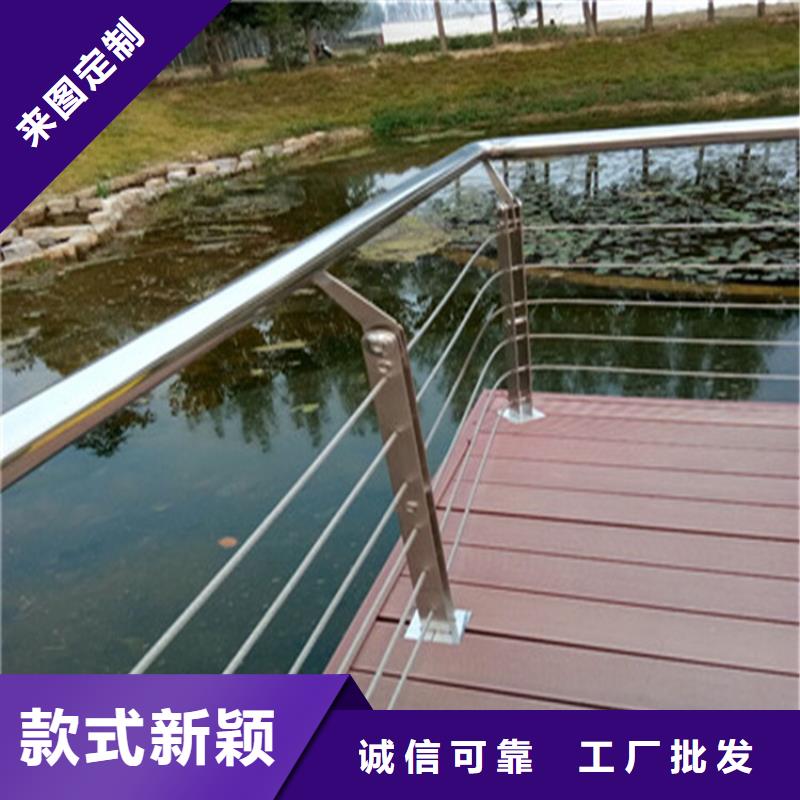
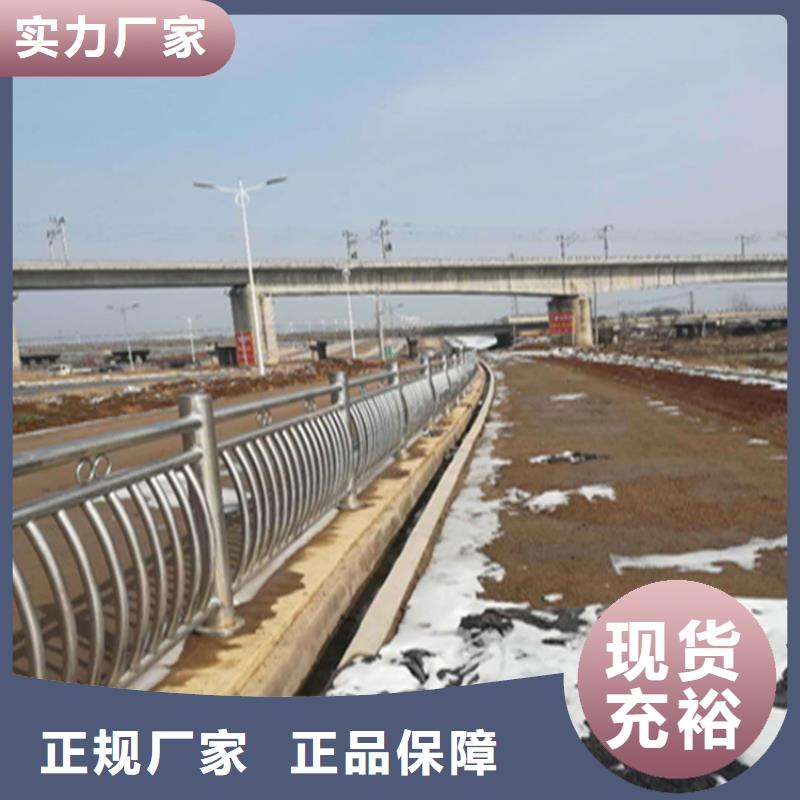
海南热镀锌桥梁护栏中国于1705年修建了四川大渡河泸定铁链吊桥。桥长100米,宽2.8米,至今仍在使用。欧洲座铁链吊桥是英国的蒂斯河桥,建于1741年,跨径20米,宽0.63米。1820~1826年,英国在威尔士北部梅奈海峡修建一座中孔长 177米用锻铁眼杆的吊桥。这座桥由于缺乏加劲梁或抗风构,于1940年重建。世界上座不用铁链而用铁索建造的吊桥,是瑞士的弗里堡桥,建于 1830~1834年、海南桥的跨径为 233米。这座桥用2000根铁丝就地放线,悬在塔上,锚固于深18米的锚碇坑中。
1855年美国建成尼亚加拉瀑布公路铁路两用桥这座桥是采用锻铁索和加劲梁的吊桥跨径为250米。1869~1883年,美国建成纽约布鲁克林吊桥跨度为283+486+283米。这些桥的建造,提供了用加劲桁来减弱震动的经验。此后,美国建造的长跨吊桥,均用加劲梁来增大刚度,如1937年建成的旧金山金门桥(主孔长为1280米,边孔为344米,塔高为228米),以及同年建成的旧金山奥克兰海湾桥(主孔长为704米,边孔为354米,塔高为152米),都是采用加劲梁的吊桥。
1940年,美国建成的华盛顿州塔科玛海峡桥,桥的主跨为853米,边孔为335米,加劲梁高为2.74米,桥宽为11.9米。这座桥于同年11月7日,在风速仅为 67.5公里/小时的情况下中孔及边孔便相继被风吹垮。这一事件,促使人们研究空气动力学同桥梁稳定性的关系。
海南热镀锌桥梁护栏钢筋焊接:焊缝的焊波应均匀,不得有裂纹、未熔合、夹渣、咬边、烧穿、弧坑和针状气孔等缺陷。焊缝的长度不得小于钢筋直径的10d(单面焊)。8、模板工程质量保证措施:模板表面干净,脱模剂涂刷均匀。模板及其支架具有足够的刚度、强度、稳定性。模板的拼缝严密不漏浆。9、混凝土工程质量保证措施:浇筑混凝土前,应对模板、之架全面检查,木楔如有松动必须全部打紧。浇筑混凝土过程中,应避免振捣棒触及模板、预埋管、预埋件,防止其变形、移位。混凝土表面平整,施工缝平顺;混凝土外型轮廓清晰,线条直顺,不得有翘曲现象。10、隐蔽工程要有验收单,各道工序要有追溯,保证满足质量管理的要求。11、做好成品保护工作,保证与设施管理单位顺利交接。
海南国内环境保护和生产限制增加,政策更加严格,这也支撑了复合管护栏的价格。例如,第二轮中央环保检查员工作正式启动,不锈钢护栏的主要生产区域积极响应。然而,愚人节石家庄市2019年大气污染综合治理工作方案——愚人节武安市2019年不锈钢护栏焦化水泥行业8月空气污染防治实施方案——等地方文件。这将有助于控制不锈钢护栏生产的过度增长并提高市场信心。从不锈钢复合管销售的角度来看,7月中旬以后,全国237家贸易商的不锈钢复合管数量基本在20万吨以下,仅有少量时间超过20万吨。因此,对于短期需求启动的时机,建议关注数量和库存数据的变化。如果后期不锈钢复合管的体积维持在200000吨以上一周,并伴随去库存,则表明需求已大幅改善。 7月中旬以后,全国237家贸易商的复合管护栏数量基本在20万吨以下,仅有少量时间超过20万吨。因此,对于短期需求启动的时机,建议关注数量和库存数据的变化。海南很多人不知道不锈钢复合管护栏焊接是怎么进行的 今天小编为大家普及下知识,小编将从有铅、无铅、多层等七个角度为大家分析热镀锌桥梁护栏随着工业化的不断发展,对不锈钢复合管护栏焊接技术的要求也越来越高,而不锈钢复合管护栏焊接温度是焊管生产的重要工艺参数之一,它不仅对不锈钢复合管护栏焊接质量能够产生直接的影响,而且还在很大程度上影响劳动生产率,因此需要对不锈钢复合管护栏焊接技术中的温度进行严格把控。
海南热镀锌桥梁护栏不锈钢栏杆施工方法
一、施工准备
1、材料及主要机具:
⑴、不锈钢管:按设计要求选用,必须有质量证明书。
⑵、不锈钢焊条或焊丝:其型号按设计要求选用,必须有质量证明书。
⑶、主要机具:氩弧电焊机、切割砂轮机、冲击电钻、角磨机、不锈钢丝细毛刷、小锤等。
2、作业条件
⑴、熟悉图纸,做不锈钢栏杆施工工艺技术交底.
⑵、原有的铁管栏杆已拆除,护栏小方砖镶贴已经施工完毕。
⑶、施工前应检查电焊工合格证有效期限,应证明焊工所能承担的焊接工作。
⑷、现场供电应符合焊接用电要求。
⑸、施工环境已能满足不锈钢栏杆施工的须要.
二、操作工艺
1、工艺流程
施工准备→放样→下料→焊接安装→打磨→焊缝检查→抛光。
2、主要施工方法:
⑴、施工前应先进行现场放样并精确计算出各种杆件的长度。
⑵、按照各种杆件的长度准确进行下料,其构件下料长度允许偏差为1mm.
⑶、选择合适的焊接工艺,焊条直径,焊接电流,焊接速度等,通过焊接工艺试验验证。
⑷、脱脂去污处理:焊前检查坡口、组装间隙是否符合要求,定位焊是否牢固,焊缝周围不得有油污。
![[海南]展鸿护栏有限公司名片](http://ypmimg.qy55.com/UploadImg/2638/new_card.jpg "[海南]展鸿护栏有限公司名片")